


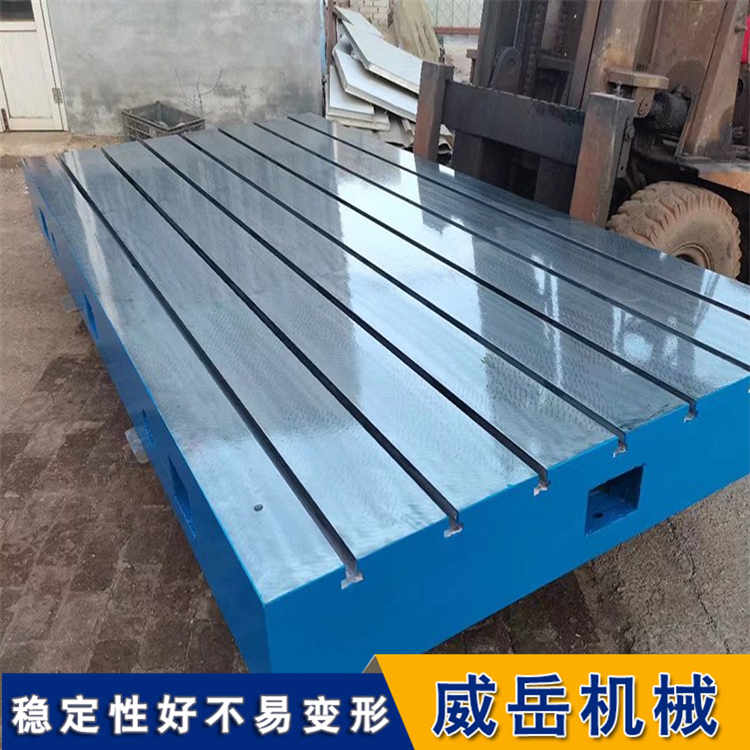

T型槽测试平台采购需要了解什么?
T型槽试验平台台在铸造过程中要特别注意的细节。这是采购人必须知道的问题,清理过程是铸铁平台铸件冷后从铸型中清理铸铁平台铸件,以获得表面无问题的T型槽试验平台台。
1)落砂:T型槽试验平台台铸件经过充分冷才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。T型槽试验平台台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响铸铁平台铸件外形尺寸。
2)清砂:要获得表面光洁度好的铸铁平台铸件,小活件可以通过清理滚筒去除表面的砂子。大活件进行抛丸处理去除表面的砂子。非加工表面的粘砂清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不好影响。
3)时效处理:一般的铸铁平板铸件都要进行时效处理,以减小铸铁平台铸件内应力获得良好的性能。
4)检验过程的控制:通过检验,反馈量具铸件的问题,查找并分析原因,及时采取措施,以减少量具铸件问题的产生。
通过以上环节控制,使泊头焊接铸铁平台件成为合格产品,要求每个过程相互配合,相互协调,只有注重细节才能较好的控制和提高每个过程的质量,才能保证T型槽试验平台台铸件的质量。
T型槽试验平台台误差来源:
1、T型槽试验平台/T型槽平台台检测量具误差。量具设计不完善或制造、调整、校对不,或者在使用中磨损造成的误差。主要表现为量仪“示值误差”(包括标准器和附件的误差)。
2、基准误差。作为基准的量具,不可避免地存在误差。基准件误差直接影响着测量值,如水平仪的制造误差。一般基准件的误差应不超过总测量误差的1/3~1/5。
3、方法误差。检测铸铁平板方法、检测量具选择不当,测量原理与计算公式简化造成的误差,测量仪、工件定位装夹和受力变形引起的误差。
4、环境误差。工作环境偏离标准温度(20℃)太多,或其随时间、空间的变化太大;振动、冲击波动大;气压、湿度和清洁度不符合要求等造成的误差。
5、人为误差。操作者责任心、技术水平、情绪和生理(如视力)因素等造成操作不当,或者读数、记录、计算错误所造成的误差。
6、测量力引起的变形误差。测量力引起的变形误差是指使用检测量具进行接触测量时,测量力使零件与测量接触部分微小变形而产生的测量误差。测量装置上一般有保持恒力的装置。
T型槽试验平台使用百分表是如何测量的
用百分表测量时,指针和毫米指针的位置都在变化。指针转一圈,毫米指针相应转过一格,所以毫米数可以从毫米指针转过的格数来读得,毫米小数可以从指针离开始位置来读得。在作比较大范围的测量时,指针和毫米指针在开始的位置都要记住
T型槽试验平台读百分表时,眼睛要垂直地看着指针,否则也会由于视觉误差造成读数误差。当指针停在两条刻线之间时,可进行估读,读出小数第三位,即微米。用百分表以测量法测量工件的尺寸时,只能测量百分表测量范围内的尺寸。如0~10mm的百分表只能测量小于10mm的尺寸。
而用百分表以相对测量法测量工件的尺寸偏差时,是用量块作比较的基准,测量出的是工件相对量块的尺寸偏差。测量时,将被测工件及量块放置在平板上,先用量块调整百分表的零位或记下次读数,然后换上被测工件,记下次读数,两次读数之差△L即为被测工件相对于量块的偏差值。
读数时,找到指针的拐点(大值)。若不需要记取偏差数值时,当拐点落在零刻线左边第3条刻线和右边第4条刻线之间时,被测工件即为合格。